Leuze: Ein echtes Stück Eiszeit aus der Flasche
„Seit der Eiszeit unberührt“ ist kein Marketing-Slogan, sondern ein echtes Stück Eiszeit in der Gegenwart: Damals versickerten riesige Mengen Schmelzwasser im Gestein der Schwäbischen Alb.




Durch eine seltene Erdverschiebung wurde dieses Reservoir in rund 400 Meter Tiefe von der Außenwelt abgeriegelt. Mächtige, wasserundurchlässige Gesteinsschichten schützen es seitdem vor nachsickerndem Regenwasser und allen Umwelteinflüssen unserer Zeit.
Höchsten Ansprüchen verpflichtet
Entdeckt wurde das Mineralwasservorkommen in den 70er Jahren bei einer Tiefbohrung vor den Türen von Romina Mineralbrunnen in Reutlingen-Rommelsbach, Süddeutschland. „Dieses Wasser hat eine außergewöhnliche Qualität und ist ein echtes Geschenk der Natur“, weiß Stefan Lederle, Leiter Instandhaltung bei Romina Mineralbrunnen „sein“ Wasser zu schätzen: „Diese einzigartige Wasserqualität ist für uns Ansporn und Verpflichtung, im gesamten Abfüllprozess nur die höchsten Standards zu akzeptieren“.

Zudem werden bei Romina Mineralbrunnen regelmäßig interne und externe Qualitätskontrollen gemacht, die weit über das gesetzlich vorgeschriebene Maß hinausgehen. So wurde das Unternehmen beispielsweise nach dem International Featured Standard (IFS) Food zertifiziert und hat die Prüfung in der höchsten Kategorie „Higher Level“ bestanden. Die Kriterien für die Kategorie „Higher Level“ werden als der strengste Standard in der Lebensmittelindustrie angesehen.
Erneuerung und Ausbau der Glas- und Palettieranlage
EiszeitQuell gibt es in den Sorten naturelle, sanft perlend und perlend, in großen und kleinen Flaschen, in Glas und PET. „Seit einiger Zeit erlebt die Glasflasche mit unserem rundum geprägten Eiszapfen-Relief eine wahre Renaissance“, erklärt Lederle. Romina Mineralbrunnen investiert deshalb kontinuierlich in seine Glasflaschen-Abfüllung und produziert technisch wie ökologisch nach modernsten Standards. Im Jahr 2020 startete Romina mit der Erneuerung der Glasanlage. In mehreren Bauabschnitten wurde die Transporttechnik, Ein- und Auspacker, Kastenwascher, Neuglasabschieber sowie eine komplett neue Palettieranlage mit Doppelbe- und -entlader in Betrieb genommen. Diese neue Komplettanlage verpackt seitdem fleißig Mineralwasser.
Als Partner für das Projekt setzte Romina Mineralbrunnen auf Beyer Maschinenbau. Der erfahrene Maschinenbauer aus Roßwein, Sachsen, hat sich auf die Planung, Entwicklung und den Bau effizienter Förder- und Verpackungstechnikanlagen für die Lebensmittel- und Getränkeindustrie spezialisiert: Mit einer hohen Fertigungstiefe bietet das in vierter Generation geführte Familienunternehmen einen Rundum-Service – von der einzelnen Verpackungsmaschine bis zur kompletten Anlage mit Transporttechnik für Behälter, Gebinde und Paletten. Oftmals werden diese Anlagen mit Maschinen für die Sortierung und Kontrolle von Behältern und Gebinden komplettiert. Darüber hinaus bietet Beyer Maschinenbau mit rund 50 erfahrenen Technikern auch den kompletten Service für die Anlagen an.
„Als wir Anfang 2020 mit Romina Mineralbrunnen ins Geschäft kamen, standen hier noch eine Glasanlage und eine PET-Anlage nebeneinander“, berichtet Till Beyer, CEO und Inhaber von Beyer Maschinenbau. Im Mai vergangenen Jahres zog die PET-Anlage in einen anderen Gebäudeteil auf der gegenüberliegenden Straßenseite um. Nun konnte es mit der Erweiterung losgehen: Zunächst wurde die neue Be- und Entpalettieranlage mit der kompletten Palettenfördertechnik erneuert. Danach folgten Aus- und Einpackmaschine, dann der gesamte Kastentransport und schließlich die Kastenwascher und die gesamte Flaschentransporttechnik bis hin zur Flaschenreinigungsmaschine. Zuletzt wurde noch ein neuer Neuglasabschieber installiert. Zwischendurch modernisierte Romina obendrein die Gebäudetechnik sowie den Fußboden und brachte diese so auf einen neuen Industriestandard. „Die große Herausforderung dabei war, den kompletten Umbau mit nur sehr kurzen Produktionsunterbrechungen innerhalb eines knappen Jahres zu koordinieren und abzuwickeln“, erklärt Beyer.
Nichts geht ohne Sensorik
In Spitzenzeiten werden bei Romina Mineralbrunnen bis zu 45.000 Glasflaschen in der Stunde durch die Anlage gefördert, entladen, entpackt, gereinigt, neu befüllt, erneut in Gebinde gepackt und wieder auf eine neue Palette geladen. Abschließend folgt die Sicherung der Ladung und der Abtransport ins Lager. Eine hohe Anlagenverfügbarkeit ist hierbei das A und O. Ohne diese wäre eine solche Spitzenleistung niemals erzielbar.
„In der Förder- und Verpackungstechnik geht heutzutage nichts mehr ohne eine zuverlässig arbeitende Sensorik“, weiß Beyer. Deshalb setzt er seit Jahren bei der optischen Sensorik auf ein und denselben erfahrenen Partner: Sensorexperte Leuze aus Owen/Teck, Süddeutschland – nur wenige Kilometer entfernt von Romina Mineralbrunnen. „Wir – die Sensor People – verfügen über langjährige Erfahrung und ein tiefgreifendes Applikations-Knowhow in der Verpackungs- und Getränkeindustrie. Gemeinsam mit unseren Kunden entwickeln wir effiziente Sensorlösungen, die exakt auf die Anforderungen in dieser Industrie zugeschnitten sind, und die unsere Kunden in einer sich ständig wandelnden Industrie dauerhaft erfolgreich machen“, sagt Andreas Eberle, Local Industry Manager Packaging bei Leuze. Der Sensorexperte hat für nahezu alle Anwendungen in der Getränkeindustrie eine präzise Lösung parat: Zum Beispiel für den Paletten-, Gebinde und Behältertransport. Und auch für die Applikationen in den einzelnen Maschinen selbst bietet Leuze immer passende Sensoren.
Zuverlässiger Gebinde- und Behältertransport
Ein Leuze Sensor, der sich ganz besonders für den Einsatz in der Getränkeindustrie eignet, ist die Reflexionslichtschranke vom Typ „PRK“. Sie ist ein optisch schaltender Sensor, der mit dem Reflexionsprinzip arbeitet. „Selbst transparente oder stark reflektierende Materialien wie zum Beispiel Glasflaschen oder Kunststoffkisten mit glänzendem, mehrfarbigem Dekor wie die EiszeitQuell-Kisten von Romina können von diesen Sensoren einwandfrei und zuverlässig detektiert werden“, sagt Eberle.
Reflexionslichtschranken gibt es in verschiedenen Baureihen, Größen und Leistungsklassen. Das Sensorprinzip bietet verschiedene Funktionalitäten: Beim Transport von Gebinden erkennt es die einzelnen Kisten. Beispielsweise, ob sie richtig transportiert werden oder sich irgendwo auf der Förderstecke aufstauen. Oder es erkennt Überstände, falls Kisten zu lang oder zu hoch sind. Wird die PRK in den Maschinen selbst eingesetzt, dient diese meist der Produkterkennung. An den Absetztischen überwacht sie Freiräume und vermeidet Kollisionen beim Abstapeln von Paletten.
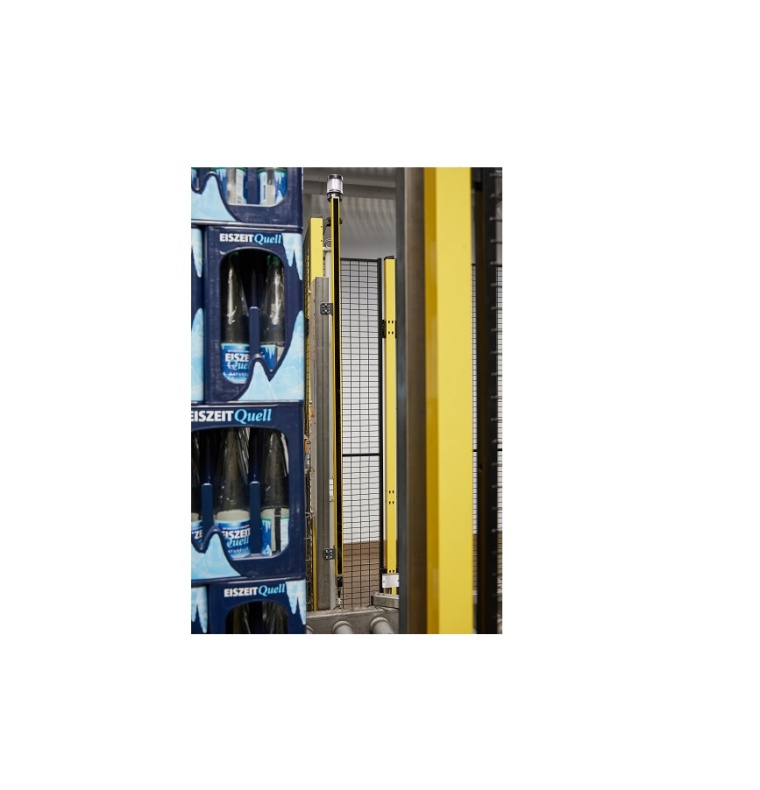
Sicherer Materialfluss mit Zugangssicherung
Reflexionslichtschranken überwachen Anfang und Ende einer Palette. Dies gilt für das Aufsetzen des Leerguts auf die Förderstrecke ebenso wie für das abschließende Wiederbeladen der Europaletten mit den frisch befüllten Kisten. Außerdem überwachen sie deren Stoppen an einer bestimmten Position, oder ob eine Palette überhaupt transportiert wurde. In diesem Bereich werden zusätzlich Sicherheits-Sensoren benötigt, die die Sicherheit von Mensch und Maschine garantieren. Zum Beispiel bei den Be- und Entladevorgängen auf bzw. von den Paletten. Hier kommen oftmals mehrstrahlige Sicherheits-Lichtschranken in der Gerätesäule mit integrierter Muting-Funktion zum Einsatz. Aber auch Sicherheits-Lichtvorhänge mit der von Leuze patentierten Smart Process Gating-Technologie SPG. Durch den Einsatz der Sicherheits-Lichtvorhänge in der Ausführung mit SPG kann auf zusätzliche signalgebende Muting-Sensoren verzichtet werden. Das spart deutlich Platz und ist ein großer Vorteil bei knappen räumlichen Aufstellsituationen.
Voll automatisierter Materialfluss: zuverlässig und sicher
Endkunde Romina Mineralbrunnen, Maschinenbauer Beyer sowie Maschinenbau und Sensorexperte Leuze blicken zufrieden auf ihr gemeinsames Projekt zurück. Und alle sind sich einig: Um den vor allem in den Sommermonaten hohen Bedarf an Mineralwasser zu decken, sind zuverlässig laufende Anlagen und ein schneller Kundenservice die Grundvoraussetzung.
In diesem Sinne sorgen moderne Transporttechnik und die komplett neue Glasanlage von Beyer Maschinenbau sowie die Sensorik von Leuze aus dem quasi benachbarten Owen/Teck für noch mehr Effizienz und einen Glasflaschendurchsatz von bis zu 45.000 Flaschen pro Stunde. Denn nur mit zuverlässig detektierender Sensorik ist ein vollautomatisierter Materialfluss möglich – und das nicht nur präzise, sondern auch sicher.













Meist gelesen

Generationenwechsel bei Elten: Hendrik van Elten über Wachstum, Marke und neue Anforderungen an Sicherheitsschuhe
Elten im Wandel: Hendrik van Elten über internationales Wachs-tum und moderne Sicherheitsschuhe

Wie digitale Fußvermessung und DGUV-konforme Einlagen Ausfallzeiten reduzieren – und Sicherheit im Betrieb stärken
Digitale Fußvermessung und Einlagenversorgung: Wie Unternehmen Ausfallzeiten senken und Mitarbeitende entlasten

Wie mobile Videotürme Baustellen, Energie und Infrastrukturprojekte schützen – Marktanalyse zeigt dynamisches Wachstum und neue Wettbewerbsstrukturen
Mobile Videoüberwachung boomt: Warum Videotürme heute Baustellen, Energie- und Infrastrukturprojekte effektiv schützen

20 Jahre Ciborius – 10 Jahre Innovation und Entwicklung ohne Unterbrechung
64 Mio. € Umsatz, 1.900 Mitarbeitende und 10 Jahre konsequente Innovation – Ciborius im Überblick.

Perimetersicherheit im Praxistest: Wie das urbane Testgelände von Wehrhan-TPS reale Angriffsszenarien sichtbar macht
NEUE SERIE: TEST-GELÄNDE IM TEST. Perimetersicherheit mit Radar und Video-Management auf dem urbanen Testgelände von Wehrhan-TPS