Sicherheitskonzept für Gießstrecke
Die rauen Umgebungstemperaturen in der Gießerei von Linde Hydraulics in Aschaffenburg erfordern besonders robuste Komponenten. Mit Schlüsseltransfersystem und einem ganzheitlichen ...



Die rauen Umgebungstemperaturen in der Gießerei von Linde Hydraulics in Aschaffenburg erfordern besonders robuste Komponenten. Mit Schlüsseltransfersystem und einem ganzheitlichen Sicherheitskonzept aus Schutzzaun und Lichtvorhang löst SSP – Safety System Products diese Anforderung.
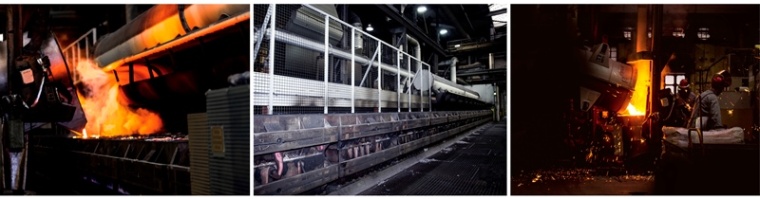
Die Gießerei am Standort Aschaffenburg ist schon seit 1907 fester Bestandteil der Linde-Gruppe. Als Linde-Hydraulics firmiert, arbeiten auch heute noch über 140 Mitarbeiter an der Produktion von Gussteilen für Gabelstapler, Bau- und Landmaschinen. Die Gießstrecken sind dabei das Herzstück der Gießerei. Dort wird in einem weitestgehend automatisierten Verfahren bei Temperaturen von weit über 1000 Grad Celsius und bei rauen Umgebungsbedingungen Gußeisen in Sandformen abgegossen. Die fertigen Gussstücke werden später zu Hydraulik-Motoren und Pumpen weiterverarbeitet und kommen beispielsweise in Baggern, Traktoren oder Gabelstaplern zum Einsatz.
Safety First
Um zuverlässig produzieren zu können, müssen auch die Sicherheitskomponenten der Anlage den rauen Umgebungsbedingungen standhalten. So ist Instandhaltungsplaner Achim Büttner bei seiner Suche nach geeigneten Komponenten bei SSP Safety System Products gelandet. Die Safety-Experten aus dem schwäbischen Spaichingen konnten nicht nur die passenden Sicherheitstürzuhaltungen von Fortress Interlocks liefern, sondern mit ihrem ganzheitlichen Sicherheitskonzept aus Zuhaltung, Lichtvorhang und Alu-Schutzzaun punkten.
Automatisierte Gusstrecke
Es beginnt dabei alles beim hochkomplexen Modellbau der von Linde-Hydraulics selbst im Haus realisiert wird.
Die aus Quarzsand bestehenden Formen werden säuberlich ausgelegt und ein Greifer setzt Ober- und Unterseite millimetergenau aufeinander, ehe es mit dem Fahrwagen in der sogenannten Gießstrecke ein Stück weiter geht. Doch bevor die Form dann tatsächlich ihren Weg zum abgießen antritt, kontrolliert ein Werker die Qualität. Dieser betritt hierfür den Gefahrenbereich, der gleich mehrfach abgesichert ist. Die Sicherheitstürzuhaltung von Fortress Interlocks lässt die Schiebetüre nur im sicheren Zustand öffnen. Ein auf dem Boden horizontal angebrachter Sicherheitslichtvorhang von ReeR kontrolliert die Anwesenheit des Werkers und verhindert so einen unerwarteten Wiederanlauf, falls die Türe hinter dem Werker unbeabsichtigt geschlossen werden sollte…)
Abziehbarer Schlüssel ermöglicht sicheres Betreten
Doch damit dies erst gar nicht passiert, setzt Linde-Hydraulics in anderen Bereichen auf die Schlüsseltransfersysteme von Fortress Interlocks .Die amGardpro Zuhaltungen von Fortress Interlocks (Bild: Extracted Key) eignen sich dank ihrer modularen und robusten Bauweise besonders für schwere Anwendungen und lassen sich mühelos an die Anforderungen des Kunden anpassen. Mit der intelligenten Kombination aus Schlüsseltransfersystem und Bedienelementen lösen die amGardpro Zuhaltungen fast jede Sicherungsanwendung bis SIL3 (EN/IEC 60261) Kategorie 4 und PL e (EN / ISO 13849-1). Eine weitere Besonderheit ist die Extracted Key - Funktion, die durch das Abziehen persönlicher Sicherheitsschlüssel optimalen Schutz bietet. Die Funktionsweise ist dabei denkbar einfach: Bevor das Personal für die Instandhaltung die Anlage betritt, muss der Sicherheitsschlüssel gezogen und mit in die Anlage genommen werden. Sollte nun die Schutztüre unbeabsichtigt geschlossen werden, kann die Anlage ohne den Schlüssel nicht gestartet werden. Des Weiteren konnte sich Linde-Hydraulics mit dem rein mechanischen Sicherheitstürschalter die Verkabelungen an einigen Wartungstüren sparen. Die besonders robusten Schalter von Fortress Interlocks können zudem mit einer Zuhaltekraft von über 10000 kN glänzen, sodass ein Brechen der Zunge ausgeschlossen ist.
Komplexer Gussvorgang und Abkühlphase
Ist die Form vom Werker kontrolliert, wird sie schließlich auf der Gussstrecke von einem mit rund 800-1000kg flüssigem Eisen befüllten Behälter abgegossen. Der Behälter wird dabei von einem Werker mit einem Kran zur Gussform manövriert. Dann beginnt die Abkühlphase, die für das Gelingen des Gussteils ebenso wichtig ist wie der eigentliche Gussvorgang. Je nach Werkstoff und Form kann diese zeitlich variieren und muss genau eingehalten werden. So schafft die Anlage eine Kastenleistung von ca. 12 Kästen, könnte aber bei kürzeren Abkühlzeiten gar bis zu 30 Kasten pro Stunde schaffen. Ist der „Ballen“ – so nennt man das ausgehärtete Gussteil samt Formsand – ausgehärtet kommt er in einen Vario Rüttler. Hier wird er aus der Form gepresst und beim Abrütteln von Kräften von bis zu 4G vom groben Sand befreit. Dieser fällt durch Roste hinunter und wird wiederverwertet, während das Gussteil weiterfährt. Das fertige Gussteil wird nun entnommen, in einer Sandstrahlanlage gereinigt und anschließend weiter bearbeitet.
Business Partner
SSP Safety System Products GmbH & Co. KGZeppelinweg 4
78549 Spaichingen
Deutschland















Meist gelesen

Digitale Früherkennung im Brandschutz: Warum vernetzte Warnsysteme lebensgefährliche Rauchentwicklung früh sichtbar machen
Digitale Früherkennung schützt Leben: Moderne Brandschutzsysteme erkennen Gefahren früh und verhindern verheerende Brände

Sicherheit mit Hand und Fuß - Wie Ejendals Hand- und Fußschutz unter regulatorischem Druck, Lieferkettenrisiken und Nachhaltigkeitszielen weiterentwickelt
Ejendals über Hand- und Fußschutz, Nachhaltigkeit, Lieferkettenstabilität und regulatorische Anforderungen im PSA-Markt

Resilienz braucht Übung. Für eine Sicherheitskultur die Verantwortung übernimmt
Deutschland braucht eine Sicherheitskultur, die Verantwortung übernimmt, regelmäßig Realitäten übt, operative Fähigkeiten stärkt und die Bevölkerung aktiv einbindet

Li-Ionen-Batterien sicher lagern: Warum kWh wichtiger sind als Minuten
Warum die kWh das zentrale Schutzziel bei Lager- und Ladeschränken für Lithium‑Ionen‑Batterien ist

Der intelligente Sprinkler: SmartFit ermöglicht proaktive, gezielte Brandbekämpfung statt thermischer Auslösung
Intelligenter Sprinkler SmartFit: Proaktive Brandbekämpfung durch vernetzte Sensorik, gezielte Auslösung und maximale Schadensbegrenzung